Paduan Logam: Struktur dan Penguatan oleh Perlakuan Panas
Struktur Paduan
Padat solusi
Dua istilah penting dalam menggambarkan paduan: terlarut dan pelarut. Terlarut adalah elemen minor (seperti garam atau gula) yang akan ditambahkan ke pelarut, yang merupakan unsur utama (seperti air). Dalam hal unsur-unsur yang terlibat dalam struktur kristal logam, (solut atom terlarut) adalah elemen yang akan ditambahkan ke (atom pelarut host). Ketika struktur kristal tertentu pelarut dipertahankan selama paduan, paduan disebut larutan padat.
Substitusi padat solusi. Jika ukuran dari atom terlarut adalah serupa dengan pelarut atom, atom terlarut dapat mengganti pelarut dan membentuk atom sebagai solusi padat substitusi. Contoh dari fenomena ini adalah kuningan, paduan dari seng dan tembaga, di mana seng (atom terlarut) diperkenalkan ke dalam kisi tembaga (atom pelarut). Sifat dari kuningan sehingga dapat diubah selama rentang dengan mengendalikan jumlah seng pada tembaga. Dua kondisi umumnya diperlukan untuk membentuk solusi lengkap padat substitusi:
Kedua logam harus mempunyai struktur kristal yang sama. Perbedaan jari-jari atom mereka harus lebih dari 15%. Jika kondisi ini tidak puas, larutan padat lengkap tidak akan diperoleh, dan jumlah larutan padat terbentuk akan terbatas.
Padat interstisial solusi. Jika ukuran dari atom terlarut jauh lebih kecil daripada atom pelarut, atom terlarut menempati posisi interstisial dan membentuk larutan padat interstisial. Kondisi untuk membentuk solusi interstisial adalah:
Atom pelarut memiliki lebih dari satu valensi.
atom terlarut kurang dari 59% dari jari-jari atom untuk atom pelarut. Jari-jari atom
Jika kondisi ini tidak terpenuhi, terbatas atau tidak kelarutan interstisial mungkin terjadi.
Salah satu contoh penting dari solusi interstisial adalah baja, paduan dari besi dan karbon, di mana atom karbon yang hadir dalam posisi interstisial antara atom-atom besi. Jari-jari atom karbon adalah 0,71 Å (0,071 nm) dan dengan demikian adalah kurang dari 59% dari 1,24 Å (0,124 nm) jari-jari atom besi. Seperti yang akan Anda lihat, kita dapat bervariasi sifat baja melalui berbagai dengan mengendalikan jumlah karbon dalam besi. Inilah salah satu alasan bahwa, selain menjadi murah, baja adalah seperti bahan serbaguna dan bermanfaat dengan berbagai macam sifat dan aplikasi.
Senyawa intermetalik
Senyawa Intermetalik adalah struktur kompleks di mana atom terlarut hadir di antara atom pelarut dalam proporsi certains. Jadi beberapa senyawa intermetalik memiliki kelarutan padat.Jenis obligasi atom bisa berkisar dari logam ke ion. Intermetalik senyawa kuat, keras, dan rapuh. Karena titik lebur yang tinggi dan kekuatan yang tinggi pada temperatur tinggi, resistensi oksidasi yang baik, dan kepadatan relatif rendah, mereka adalah calon bahan untuk mesin turbin gas maju. Contoh-contoh yang tipikal adalah aluminides dari titanium (Ti3Al), nikel (Ni3Al), dan besi (Fe3Al).
Diagram Fase
Logam murni telah didefinisikan dengan jelas leleh atau titik beku, dan pemadatan berlangsung pada suhu konstan. Ketika temperatur logam cair berkurang ke titik beku, panas laten pembekuan dilepaskan sementara suhu tetap konstan. Pada akhir jika ini siklus termal, solidifikasi lengkap dan padat logam mendingin ke suhu ruang.
Tidak seperti logam murni, paduan memperkuat rentang temperatur. Solidifikasi dimulai ketika suhu turun logam cair di bawah likuidus; itu selesai saat suhu mencapai solidus. Dalam rentang temperatur paduan dalam keadaan lembek atau bubur. Komposisinya dan negara digambarkan oleh diagram fase tertentu's paduan.
Sebuah diagram fase, juga disebut sebagai keseimbangan atau diagram konstitusional, menunjukkan hubungan antara suhu, komposisi, dan fase hadir dalam suatu sistem paduan tertentu. Ekuilibrium berarti bahwa negara sistem tetap konstan selama jangka waktu terbatas.Kata konstitusional menunjukkan hubungan antara struktur, komposisi, dan paduan fisik.

GAMBAR 4,5
Diagram fase untuk sistem paduan nikel-tembaga diperoleh tingkat yang lambat dari pembekuan. Perlu diketahui bahwa nikel murni dan tembaga murni masing-masing memiliki satu titik beku atau suhu mencair. Lingkaran di sebelah kanan atas menggambarkan nukleasi kristal. Lingkaran kedua menunjukkan pembentukan dendrit (lihat juga Bagian 10.2). Lingkaran bawah menunjukkan paduan dipadatkan dengan batas butir.
horizontal untuk kurva solidus dan membaca turun, memperoleh 42% Ni. Memperoleh komposisi cair (58%) juga dengan munuju ke kanan untuk kurva likuidus. Prosedur untuk menentukan komposisi berbagai tahapan dalam diagram fase dijelaskan secara rinci dalam teks pada ilmu material dan metalurgi. Paduan sepenuhnya solidihed dalam diagram fase ditunjukkan pada Gambar. 4,5 adalah larutan padat karena elemen paduan (Cu, atom terlarut) benar-benar larut dalam logam host (Ni, atom pelarut), dan setiap butir memiliki komposisi yang sama. Jari-jari atom tembaga adalah 1,28 A (0,128 nm) dan bahwa nikel adalah 1,25 A (0,125 nm), dan kedua elemen busur wajah-berpusat kubik.
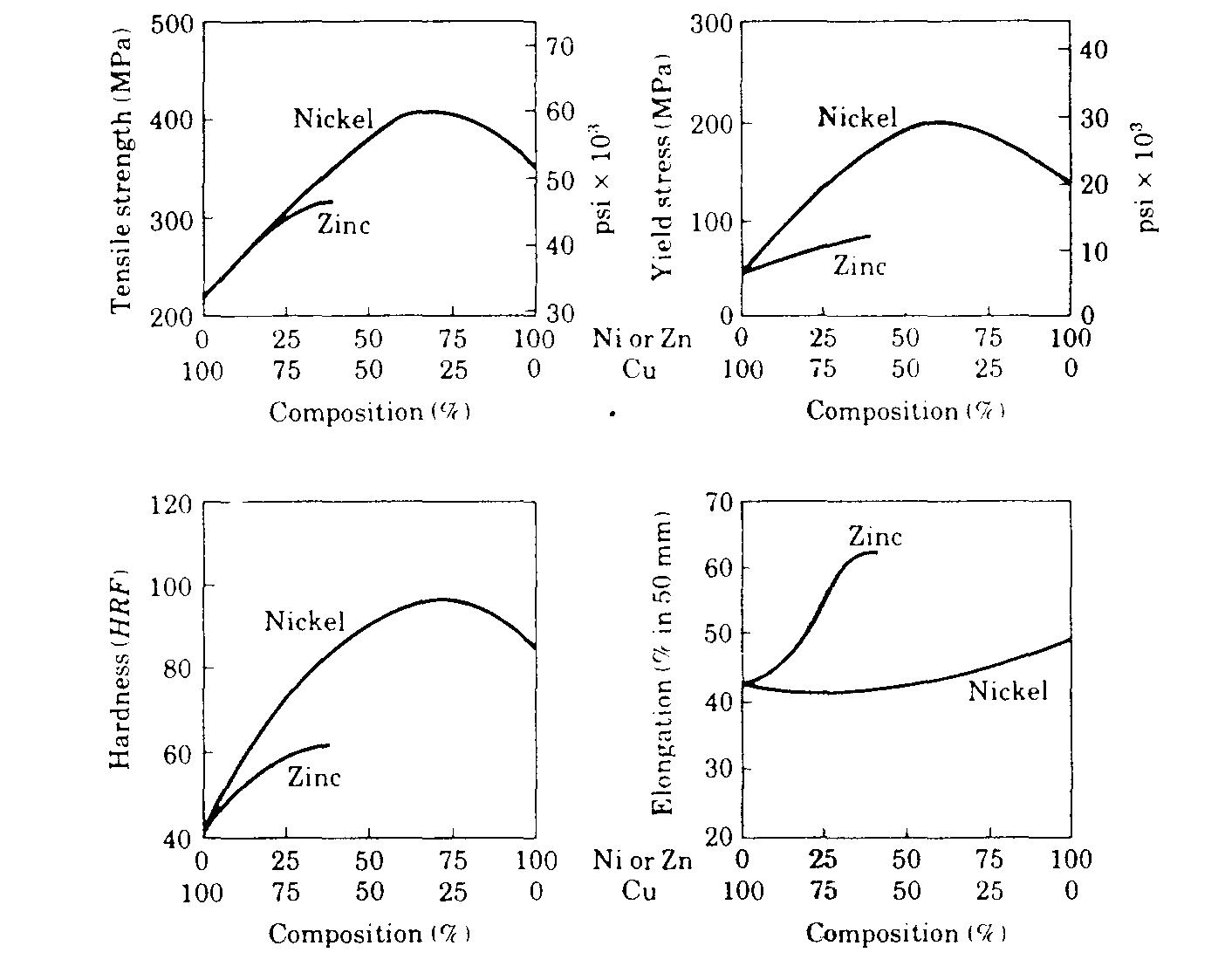
GAMBAR 4,6
Mechanical properties tembaga-nikel dan paduan tembaga-seng sebagai fungsi dari komposisi mereka.
Kurva untuk seng seng pendek karena memiliki kelarutan padat maksimum 40 persen pada tembaga.
Sumber: Van Vlack LH, Bahan untuk Rekayasa. Addison-Wesley Publishing Co, Inc, 1982.
Sifat mekanis dari larutan padat Cu-Ni tergantung pada komposisi mereka (Gambar 4.6).Dengan meningkatkan kadar nikel, sifat dari tembaga murni ditingkatkan. Ada persentase optimal nikel yang memberikan kekuatan yang lebih tinggi dan kekerasan ke paduan Cu-Ni.Gambar 4.6 juga menunjukkan bagaimana seng, sebagai unsur paduan tembaga, perubahan sifat mekanik paduan. Perhatikan maksimum 40% kelarutan padat untuk seng (zat terlarut) dalam tembaga (pelarut), sedangkan tembaga dan nikel yang benar-benar larut dalam satu sama lain. Peningkatan di properti karena pinning (pemblokiran) dislokasi pada atom terlarut nikel atau seng, yang juga mungkin ia dianggap sebagai atom pengotor. Akibatnya, dislokasi tidak bisa bergerak sebebas, dan kekuatan meningkat paduan. Contoh lain dari diagram fasa biner ditunjukkan pada Gambar. 4,7 untuk sistem-timah timah.The alpha fase tunggal dan beta adalah solusi padat. Perhatikan bahwa daerah fase tunggal dipisahkan dari fase cair oleh dua daerah dua fase: alpha + cair + cair dan beta.
Gambar 4.7 menunjukkan komposisi paduan (61,9% Sn-38 1% Pb.) Yang memiliki
suhu terendah di mana paduan masih benar-benar cair, yaitu, 183 ° C

GAMBAR 4,7
Memimpin-timah diagram fase. Perhatikan bahwa komposisi titik eutektik untuk paduan ini adalah 61,9% 38,1% Sn-Pb. Sebuah komposisi baik lebih rendah atau lebih tinggi dari rasio ini akan memiliki likuidus lebih tinggi suhu.
(361 ° F). Hal ini dikenal sebagai titik eutektik. Kata eutektik dari eutek'tos Yunani, yang berarti mudah meleleh. Eutektik poin penting dalam aplikasi seperti menyolder, di mana suhu rendah mungkin diperlukan untuk mencegah kerusakan termal ke bagian selama bergabung. Meskipun ada berbagai jenis solder, solder timah-timah umum digunakan untuk aplikasi umum, dan memiliki komposisi berkisar antara 5% Pb-95% Sn menjadi 70% Pb-30% Sn. Setiap compositioi; memiliki titik lebur sendiri.
Sistem Besi-Karbon
Seperti yang kita jelaskan di Bab 5, baja, besi paduan, besi cor, baja cor dan digunakan secara luas karena sifat fleksibel dan biaya rendah. Baja dan besi cor busur diwakili oleh besi karbon-sistem biner. Komersial besi murni berisi hingga 0,008 persen karbon, baja karbon hingga 2,11 persen, dan besi cor hingga karbon 6,67 persen, meskipun besi cor yang paling mengandung karbon kurang dari 4,5 persen. Dalam bagian ini sistem besi-karbon dibahas dan Anda akan belajar bagaimana untuk mengevaluasi dan mengubah sifat bahan-bahan penting untuk aplikasi tertentu.
Besi-besi karbida diagram fase ditunjukkan pada Gambar. 4.8. Meskipun diagram ini dapat diperpanjang ke kanan-ke 100 karbon persen (graphitc murni)-rentang yang signifikan untuk aplikasi rekayasa hingga 6,67 persen karbon, dimana bentuk sementit.
Murni besi mencair pada suhu 1538 ° C (2798 ° F), seperti yang ditunjukkan pada batas kiri pada Gambar. 4.8. Seperti besi dingin, membentuk pertama ferit delta, austenit kemudian, dan akhirnya ferit alpha.

GAMBAR 4,8
Besi-besi karbida diagram fase. Karena pentingnya baja sebagai material teknik, diagram ini adalah salah satu diagram fase yang paling penting.
Ferit
Ferit Alpha, atau hanya ferit, adalah larutan padat dari besi kubik tubuh-centcred dan memiliki solubilitv solid maksimum 0,022 perccnt karbon pada suhu 727°C (1341°F). Delta ferit hanya stabil pada suhu yang sangat tinggi dan tidak ada signifikansi praktis dalam rekayasa. Seperti halnya ada batas kelarutan untuk garam dalam air-dengan jumlah tambahan sebagai garam curah padat di bagian bawah wadah-sehingga ada juga batas solubilitv kuat untuk karbon dalam besi.
Ferrite relatif lunak dan ulet dan magnetik dari suhu ruang menjadi 768°C (1414°F). Meskipun sangat sedikit karbon dapat melarutkan zat besi interstitially bcc, jumlah karbon secara signifikan dapat mempengaruhi sifat mekanik ferit. Selain itu, sejumlah besar kromium, mangan, nikel, molibdenum, tungsten, dan silikon dapat ditampung dalam besi dalam larutan padat, sehingga memberikan sifat tertentu yang diinginkan.
Austenit
Antara 1394 ° C (2541 ° F) dan 912 ° C (1674 ° F), besi mengalami apolymorphictransformation dari SM ke struktur fcc, menjadi apa yang dikenal sebagai besi gamma atau, lebih umum, austenit (setelah WR Austen, 1843-1902 ). Struktur ini memiliki kelarutan padat hingga karbon 2,11 persen pada 1148 ° C (2098 ° F). Jadi, kelarutan padat austenitc adalah sekitar dua perintah dari besarnya lebih tinggi dari ferit, dengan karbon menduduki posisi interstisial (Gambar 4.9).
GAMBAR 4,9
Sel satuan untuk (a) austenit, (b) ferit, dan Ic) martensit. Pengaruh persentase karbon (berat) pada dimensi martensit kisi untuk ditampilkan di (dl. Catatan posisi interstisial dari atom karbon (lihat Gambar 1.9). Dan peningkatan c dimensi dengan kandungan karbon yang meningkat. Dengan demikian unit sel martensit adalah berbentuk prisma persegi panjang.
Austenit adalah fase penting dalam perlakuan panas baja. Hal ini lebih padat dari ferit dan tunggal-fase struktur fcc adalah ulet pada temperatur tinggi, sehingga memiliki formability baik jumlah besar nikel dan mangan juga dapat dilarutkan dalam besi fcc untuk memberikan berbagai properti. Baja nonmagnetic dalam bentuk austenitic, baik di o suhu tinggi pada suhu ruang untuk baja tahan karat austenit.
Sementit
Batas kanan Gambar. 4,8 merupakan sementit, yang 100 persen besi karbida (Fe3C), dengan kadar karbon dari 6,67 persen. chip batu sementit, dari cae7nenlurn Latin, yang berarti (seperti dalam pembuatan mortar), juga disebut karbida. Karbida ini seharusnya tidak bingung dengan karbida seperti karbida tungsten, titanium karbida, atau karbida silikon, yang digunakan sebagai mati, alat pemotong, dan abrasive. Sementit adalah senyawa intermetalik sangat keras dan rapuh dan memiliki pengaruh signifikan pada sifat baja. Hal ini dapat meliputi elemen paduan lainnya, seperti kromium, molibdenum, dan mangan.
4.5 Besi-Besi Karbida Tahap Diagram dan Pengembangan di Mikrostruktur Baja
Daerah diagram fase besi-karbida besi yang signifikan untuk baja ditunjukkan pada Gambar.4,10, sebuah pembesaran bagian kiri bawah Gambar. 4.8. Berbagai mikro dapat dikembangkan, tergantung pada isi karbon dan metode


GAMBAR 4,10
Skema ilustrasi tentang mikro- struktur untuk besi - paduan karbon eutektoid komposisi (0,77% karbon) di atas dan di bawah eutec kepada suhu 7270C (1340F).
perlakuan panas. Sebagai contoh, mari kita pertimbangkan besi dengan 0,77% kandungan karbon yang didinginkan sangat lambat dari temperatur, katakanlah, 1100 °C (2000°F) pada fase austenit. Alasan untuk laju pendinginan yang lambat adalah untuk menjaga keseimbangan, lebih tinggi tingkat pendinginan bekerja di panas memperlakukan, sebagaimana kami jelaskan nanti. Pada 727°C (1341°F) reaksi terjadi di mana austenit ferit berubah menjadi alfa (SM) dan sementit. Karena kelarutan padat karbon dalam ferit hanya 0,022%, karbon sementit bentuk ekstra.
Reaksi ini disebut eutektoid (berarti eutecticlike) reaksi menunjukkan bahwa pada suhu tertentu fase padat tunggal (austenit) ditransformasikan ke dalam dua fase padat lainnya (ferit dan sementit). Struktur baja eutektoid disebut perlit karena menyerupai ibu dari mutiara di perbesaran rendah (Gambar 4.11). Struktur-mikro perlit terdiri dari bolak lapisan (lamellae) dari ferit dan sementit. Akibatnya, sifat mekanik perlit adalah penengah antara ferit (lunak dan ulet) dan sementit (keras dan rapuh).
Dalam besi dengan karbon kurang dari 0,77%, mikro terbentuk terdiri dari fasa perlit (ferit dan sementit) dan fase ferit. The ferit pada perlit disebut ferit eutektoid. Fase ferit disebut ferit proeutectoid (berarti pro sebelumnya), karena bentuk pada suhu yang lebih tinggi dari suhu eutektoid dari 727°C (1341°F). Jika kadar karbon lebih besar dari 0,77%, austenit berubah menjadi perlit dan sementit. Sementit di perlit disebut sementit euteciozd, dan tahap sementit disebut cernentite proeutectoid, karena bentuk pada temperatur yang lebih tinggi daripada suhu eutektoid.

GAMBAR 4,11
Mikro perlit pada baja 1080, terbentuk dari komposisi austenit eutektoid. Dalam struktur pipih, daerah ringan adalah ferit dan daerah gelap yang karbida. Pembesaran: 2500x. Sumber:
Courtesy of Corporation USX.
Pengaruh unsur paduan dalam besi. Meskipun karbon merupakan unsur dasar yang mengubah besi menjadi baja, unsur-unsur lainnya juga ditambahkan untuk memberikan berbagai sifat yang diinginkan. Pengaruh unsur-unsur paduan pada diagram fase besi-karbida besi adalah menggeser suhu eutektoid dan komposisi eutektoid (persentase karbon dalam baja pada titik eutektoid).
Suhu eutektoid dapat dinaikkan atau diturunkan dari 727°C (1341°F) tergantung pada elemen paduan tertentu. Di sisi lain, unsur paduan selalu lebih rendah komposisi eutektoid, yaitu kandungan karbon lebih rendah dari 0,77%. Menurunkan suhu eutektoid berarti meningkatkan rentang ausrenite. Jadi elemen paduan seperti nikel dikenal sebagai austenitefornier Sejak nikel memiliki struktur fcc, diyakini bahwa struktur fcc nikmat austenit.Sebaliknya, krom dan molibdenum memiliki struktur bcc, menyebabkan elemen-elemen untuk mendukung struktur bcc dari ferit, elemen ini dikenal sebagai pembentuk ferit.
Cast Irons
Istilah besi cor mengacu pada keluarga paduan besi terdiri dari besi, karbon (berkisar antara 2,11 persen menjadi sekitar 4,5%), dan silikon (sampai sekitar 3,5%). besi cor biasanya digolongkan berdasarkan morfologi solidifikasi, sebagai berikut (lihat juga Bagian 12.3):
a) cor Gray besi, atau besi abu-abu.
b) besi cor Ulet, besi cor nodular, atau besi cor grafit bulat.
c) besi cor Putih.
d) besi lunak.
e) besi grafit Terkompaksi.

GAMBAR 4,12
Diagram fase untuk sistem besi-karbon dengan grafit, bukan sementit, sebagai fase stabil. Perhatikan bahwa angka ini adalah versi panjang Gambar. 4.8.
Pemain busur besi juga diklasifikasikan oleh struktur mereka: ferit, perlit, padam dan marah, atau austempered.
Diagram kesetimbangan besi cor yang relevan untuk ditampilkan pada Gambar. 4,12, di mana batas yang benar adalah 100 persen karbon, yaitu, grafit murni. The horizontal cair -4 - garis grafit pada 1154°C (2109°F). Jadi besi cor benar cair pada suhu yang lebih rendah. Tahap yang dibutuhkan untuk baja cair. Akibatnya, besi cor memiliki temperatur lebur yang lebih rendah, yang menjelaskan mengapa proses pengecoran sangat cocok untuk besi dengan kadar karbon yang tinggi.
Meskipun ada pada baja sementit hampir tanpa batas, tidak sepenuhnya stabil. Artinya, itu metastabil, dengan tingkat yang sangat rendah pembusukan. Namun, sementit dapat dibuat untuk menguraikan ke alpha ferit dan grafit. Pembentukan grafit (grafitisasi) dapat dikendalikan, dipromosikan, dan dipercepat dengan memodifikasi komposisi dan laju pendinginan, dan dengan penambahan silikon.
Besi Cor Abu-abu
Dalam struktur ini, grafit ada sebagian besar dalam bentuk serpih (Gambar 4.13a). Hal ini disebut besi cor kelabu, atau besi abu-abu, karena ketika rusak, jalur rekahan sepanjang grafit serpih dan sehingga memiliki tampilan, abu-abu hitam. Serpih ini bertindak sebagai raisers stres. Akibatnya, besi kelabu memiliki daktilitas diabaikan dan lemah dalam ketegangan, meskipun kuat dalam kompresi, seperti juga bahan rapuh lainnya. Di sisi lain, kehadiran grafit serpih bahan ini memberikan kapasitas untuk mengurangi getaran yang disebabkan oleh gesekan internal dan dengan demikian kemampuan untuk mengusir energi. Kapasitas ini membuat besi cor kelabu yang cocok dan umum digunakan bahan untuk membangun dasar alat mesin dan struktur.
Berbagai jenis besi cor kelabu disebut feritik, pcarlitzc, dan martensit. Karena struktur yang berbeda, masing-masing memiliki sifat yang berbeda dan aplikasi.

GAMBAR 4,13
Mikrostruktur untuk besi cor. Pembesaran: lCOx. (Besi) feritik dengan serpih abu-abu grafit. (HI feritik besi ulet, (besi nodular) dengan grafit dalam bentuk nodular. Ic) besi lunak feritik. Besi cor ini mengukuhkan sebagai besi cor putih, dengan karbon sebagai sementit hadir, dan panas dirawat untuk graphitize karbon. Sumber: ASM International.
besi kelabu feritik, juga dikenal sebagai besi sepenuhnya abu-abu, struktur terdiri dari serpih grafit dalam alfa sebuah matriks ferit. besi abu-abu perlitik memiliki struktur grafit dalam matriks perlit. Meskipun masih rapuh, itu lebih kuat daripada besi abu-abu. besi abu-abu martensit diperoleh oleh austenitizing besi abu-abu perlitik, diikuti dengan pendinginan cepat untuk menghasilkan struktur grafit dalam matriks martensit. Akibatnya, ini besi cor sangat keras.
Ulet besi (besi nodular)
Dalam struktur di grafit nodular, atau bulat, bentuk (Gambar 4.13b). Bentuk ini memungkinkan material yang agak ulet dan tahan bantingan. Bentuk grafit serpih berubah menjadi bintil (lingkungan) dengan penambahan kecil magnesium dan / atau cerium pada logam cair sebelum penuangan. Ulet besi dapat dibuat ferriric atau perlitik dengan pemanasan. Hal ini juga dapat diperlakukan panas untuk mendapatkan struktur martensit temper (Bagian 4.7.6).
Besi Cor Putih
Struktur ini sangat keras, tahan, dan rapuh karena kehadiran sejumlah besar karbida besi bukannya grafit. Besi cor putih diperoleh baik oleh pendinginan cepat dari besi abu-abu, atau dengan menyesuaikan komposisi dengan mempertahankan karbon dan silikon yang rendah konten. Besi cor ini juga disebut besi putih karena kurangnya grafit memberikan penampilan kristal putih ke permukaan fraktur.
Besi Lunak
besi lunak diperoleh oleh anil besi cor putih dalam suasana karbon monoksida dan karbon dioksida, antara 800 ° C dan 900 ° C (1470 ° F dan 1650 ° F) hingga beberapa jam, tergantung pada ukuran bagian. Selama proses ini sementit terurai (berdisosiasi) menjadi besi dan grafit.grafit ini hadir sebagai cluster (Gambar 4.13c) dalam matriks ferit atau perlit dan tentunya memiliki struktur yang mirip dengan besi nodular. Struktur ini mempromosikan daktilitas, kekuatan, dan ketahanan shock; maka istilah ma leable (! berarti dapat ditempa, om fi ma Latin / leus.
Terkompaksi-grafit besi
Grafit dalam struktur ini adalah dalam bentuk pendek, tebal, dan serpih saling berhubungan dengan permukaan bergelombang dan kaki bulat, Sifat mekanik dan fisik dari besi cor penengah antara orang-orang dari grafit serpih dan besi cor grafit nodular.
Perlakuan Panas dari Paduan Besi
Berbagai mikrostruktur yang telah dijelaskan sejauh ini dapat dimodifikasi dengan teknik perlakuan panas, yaitu. dikontrol pemanasan dan pendinginan dari paduan dengan harga vanous. perawatan Thçse mendorong transformasi fase yang sangat mempengaruhi sifat mekanik, seperti kekuatan, kekerasan, keuletan, ketangguhan, dan ketahanan aus paduan.
Pengaruh perlakuan termal bergantung terutama pada paduan, komposisi dan mikro, tingkat pekerjaan dingin dahulu, dan tingkat pemanasan dan pendinginan selama perlakuan panas.Proses pemulihan, rekristalisasi, dan pertumbuhan butir yang dijelaskan dalam Pasal 1,6 adalah contoh-contoh perlakuan termal, melibatkan perubahan struktur butir paduan.
Bagian ini akan berfokus pada perubahan struktur mikro dalam sistem besi-karbon. Karena pentingnya teknologi mereka, struktur dipertimbangkan adalah perlit, spheroidite, bainit, martensit, dan martensit marah. Proses perlakuan panas anil dijelaskan adalah, quenching, dan tempering. Anda juga akan belajar dari tes yang umum digunakan untuk menentukan hardenability baja.
Perlit
Jika ferit dan cemenrite lamellac dalam struktur perlit baja eutektoid ditunjukkan pada Gambar.4,11 yang tipis dan erat dikemas, mikro disebut perlit halus. Jika tebal dan luas spasi, itu disebut perlit kasar. Perbedaan antara kedua tergantung pada laju pendinginan melalui suhu eutektoid, reaksi yang berubah menjadi austenit peanlite. Jika tingkat pendinginan relatif tinggi, seperti di udara, perlit halus yang dihasilkan, jika lambat, seperti di dapur, perlit kasar diproduksi.
Transformasi dari austenit menjadi perlit (dan untuk struktur yang lain) adalah yang terbaik diilustrasikan oleh Gambar. 4.14b dan c. Diagram ini disebut transformasi isotermal (TI) diagram, atau waktu-suhu-transformasi (TTT) diagram. Mereka dibangun dari data pada Gambar.4.14a, yang menunjukkan persentase perlit berubah menjadi austenit sebagai fungsi temperatur dan waktu. Semakin tinggi suhu dan / atau semakin lama waktu, semakin besar persentase austenit menjadi perlit berubah. Perhatikan bahwa untuk setiap suhu aa waktu minimum untuk transformasi

GAMBAR 4,14
(Transformasi) Austenit-ke-perlit paduan besi-karbon sebagai fungsi waktu dan suhu. (B) diagram transformasi isotermal diperoleh dari (a) untuk transformasi suhu 675 ° C (1247 ° F). (C (Mikrostruktur diperoleh untuk paduan besi-karbon eutektoid sebagai fungsi dari laju pendinginan. Sumber: ASM International.

GAMBAR 4,15
(A) dan (b) Kekerasan dan (C) ketangguhan untuk baja karbon biasa-anil sebagai fungsi dari karbida bentuk. Karbida dalam perlit yang pipih. Fine perlit diperoleh dengan meningkatkan laju pendinginan. Struktur spheroidite memiliki lingkup seperti partikel karbida. Perhatikan bahwa persentase perlit mulai menurun setelah karbon 0,77 persen. Sumber: Viack Van LH, Bahan untuk Rekayasa. Addison-Wesley Publishing Co, Inc, 1982.
SI untuk memulai dan bahwa beberapa waktu kemudian semua austenit ditransformasikan ke pearhie. Anda dapat melacak transformasi dalam Gambar. 4.14b dan c. Perbedaan dalam kekerasan dan ketangguhan berbagai struktur yang diperoleh ditunjukkan pada Gambar. 4,15. Fine perlit adalah lebih keras dan ulet iess dari perlit kasar. Efek dari berbagai persentase karbon, sementit, dan perlit pada mekanikal lain sifat baja ditunjukkan pada Gambar. 4,16.

GAMBAR 4,16
Sifat mekanis baja anil sebagai fungsi dari komposisi dan struktur mikro. Catatan di IA) peningkatan kekerasan dan kekuatan, dan dalam lbl penurunan keuletan dan ketangguhan, dengan meningkatnya jumlah pearllte dan karbida besi. Sumber: LH Van Vlack, Material forEngineering. Addison-Wesley Publishing Co, Inc, 1982.

GAMBAR 4,17
Mikrostruktur baja eutektoid. Spheroidite dibentuk oleh temperbaja pada 700 ° C (1292 ° F) Magnifikasi: 1000x. Sumber: Courtesy Corporation USX.
Spheroidite
Ketika perlit dipanaskan sampai persis di bawah suhu eutecroid dan diselenggarakan pada temperatur untuk jangka waktu tertentu, seperti untuk sehari pada 700°C (1300° F), yang lamellae cemenrite untuk mengubah bentuk bola (Gbr. 4.17). Berbeda dengan bentuk pipih dari sementit, yang bertindak sebagai raisers stres, spheroidites (partikel berbentuk bola) busur kurang kondusif untuk menekankan konsentrasi karena bentuk bulat mereka. Akibatnya, struktur ini memiliki ketangguhan yang lebih tinggi dan kekerasan lebih rendah dari struktur perlit. Dalam bentuk ini dapat dingin bekerja sejak ferit ulet memiliki ketangguhan tinggi, dan partikel berbentuk bola karbida mencegah penyebaran retakan dalam material.
Bainit
Hanya terlihat dengan menggunakan mikroskop elektron, bainit adalah mikro yang sangat halus, terdiri dari ferit dan sementit. Hal ini dapat diproduksi dalam baja dengan paduan unsur dan pada tingkat pendinginan yang lebih tinggi dari yang dibutuhkan untuk transformasi untuk perlit. Struktur, disebut baja bainitik (setelah EC Bain, 1891-1971), umumnya lebih kuat dan lebih ulet dari baja perlitik di tingkat kekerasan yang sama.
Martensit
Ketika austenit (Bagian 4.4.2) didinginkan pada tingkat tinggi, misalnya dengan quenching di air, struktur fcc adalah ditransformasikan menjadi sebuah tubuh yang berpusat pada struktur tetragonal. Kita bisa menggambarkannya sebagai sebuah badan yang berpusat prisma empat persegi panjang, yang sedikit memanjang di sepanjang salah satu sumbu utamanya (Gambar 4.9d). mikro ini disebut martensit (setelah A. Martens, 1850-1914).

GAMBAR 4,18
(A) Kekerasan martensit sebagai fungsi dari kadar karbon. (BI mikrograf martensit dengan karbon 0,8 persen. Daerah platelike abu-abu adalah martensit, ind memiliki komposisi yang sama dengan austenit asli (daerah putih). Pembesaran; l000x. Sumber: Courtesy of USX Corporation.
Karena struktur ini tidak memiliki banyak slip sistem sebagai struktur bcc-dan karbon berada dalam posisi interstisial-martensit sangat keras dan getas (Gambar 4.1 8), tidak memiliki ketangguhan, dan tentunya memiliki penggunaan yang terbatas. Martensit transformasi berlangsung hampir seketika (Gambar 4.14c) karena tidak melibatkan proses difusi, fenomena yang tergantung pada waktu itu adalah mekanisme transformasi lainnya. Transformasi melibatkan perubahan volume karena kepadatan yang berbeda dari berbagai tahapan hadir dalam struktur. Misalnya, ketika transformasi austenit ke martensit, yang volume meningkat (dan densitasnya berkurang) sebanyak 4 persen. Sebuah ekspansi volume serupa tetapi lebih kecil juga terjadi ketika mengubah austenit menjadi perlit. Ekspansi ini, dan gradien termal hadir di bagian padam, menyebabkan tegangan internal di dalam tubuh. Mereka dapat menyebabkan bagian retak selama perlakuan panas, seperti memuaskan cracking baja yang disebabkan oleh pendinginan yang cepat selama quenching.
Menahan Austenit
Jika temperatur yang paduan ini tidak cukup terpuaskan TKI, hanya sebagian struktur ditransformasikan ke martensit. Sisanya adalah austenit sisa, yang terlihat sebagai daerah putih di dalam struktur bersama dengan jarum martensit gelap. austenit Saldo dapat menyebabkan ketidakstabilan dimensi dan cracking dan mengurangi kekerasan dan kekuatan paduan.
Menusuk Martensit
Dalam rangka meningkatkan sifat martensit, itu adalah marah. Tempering adalah proses pemanasan oleh kekerasan yang berkurang dan ketangguhan ditingkatkan. Badan-berpusat

GAMBAR 4,19
Kekerasan martensit temper sebagai fungsi waktu untuk 1080 temper baja dipadamkan hingga 65 HRC. Kekerasan menurun karena partikel karbida bersatu dan tumbuh dalam ukuran, sehingga meningkatkan jarak interpartikel dari ferit lunak.
martensit tetragonal dipanaskan ke suhu antara mana mengubah ke mikro dua fase yang terdiri dari badan-berpusat ferit kubik alpha dan partikel kecil cernentite. Dengan meningkatkan waktu dan suhu tempering, kekerasan menurun martcnsite temper (Gbr. 4.19). Alasannya adalah bahwa sementit partikel menyatu dan tumbuh, dan jarak antara partikel dalam meningkatkan lembut matriks ferit sebagai kurang stabil, lebih kecil partikel karbida larut.
Kemampuan Mengeraskan dari Paduan Besi
Kemampuan paduan untuk dikeraskan dengan perlakuan panas disebut hardenability nya. Ini adalah ukuran kedalaman kekerasan yang dapat diperoleh dengan pemanasan dan pendinginan berikutnya. Istilah ini hardenability tidak harus bingung dengan kekerasan, yang merupakan resistensi bahan untuk indentasi atau menggaruk.
Dari diskusi sejauh ini, Anda dapat alasan yang hardenability paduan besi tergantung pada kadar karbon, ukuran butir austenit, elemen paduan hadir dalam bahan, dan laju pendinginan.Tes-tes yang Jominy telah dikembangkan dalam rangka untuk menentukan sebuah paduan hardenability.
Uji kemampuan mengeraskan akhir-quench
Pada uji Jominy umum digunakan (setelah WE Jominy, 1893-1976), 100mm bulat (4 in) test bar panjang yang terbuat dari paduan tertentu austeniuzed, yaitu, dipanaskan sampai suhu yang tepat untuk membentuk austenit 100 persen. Ini adalah quenching langsung di salah satu ujung (Gambar 4.20a) dengan aliran air pada 24 ° C (75 ° F). Laju pendinginan bervariasi sehingga seluruh panjang bar, tingkat yang tertinggi pada akhir yang lebih rendah di
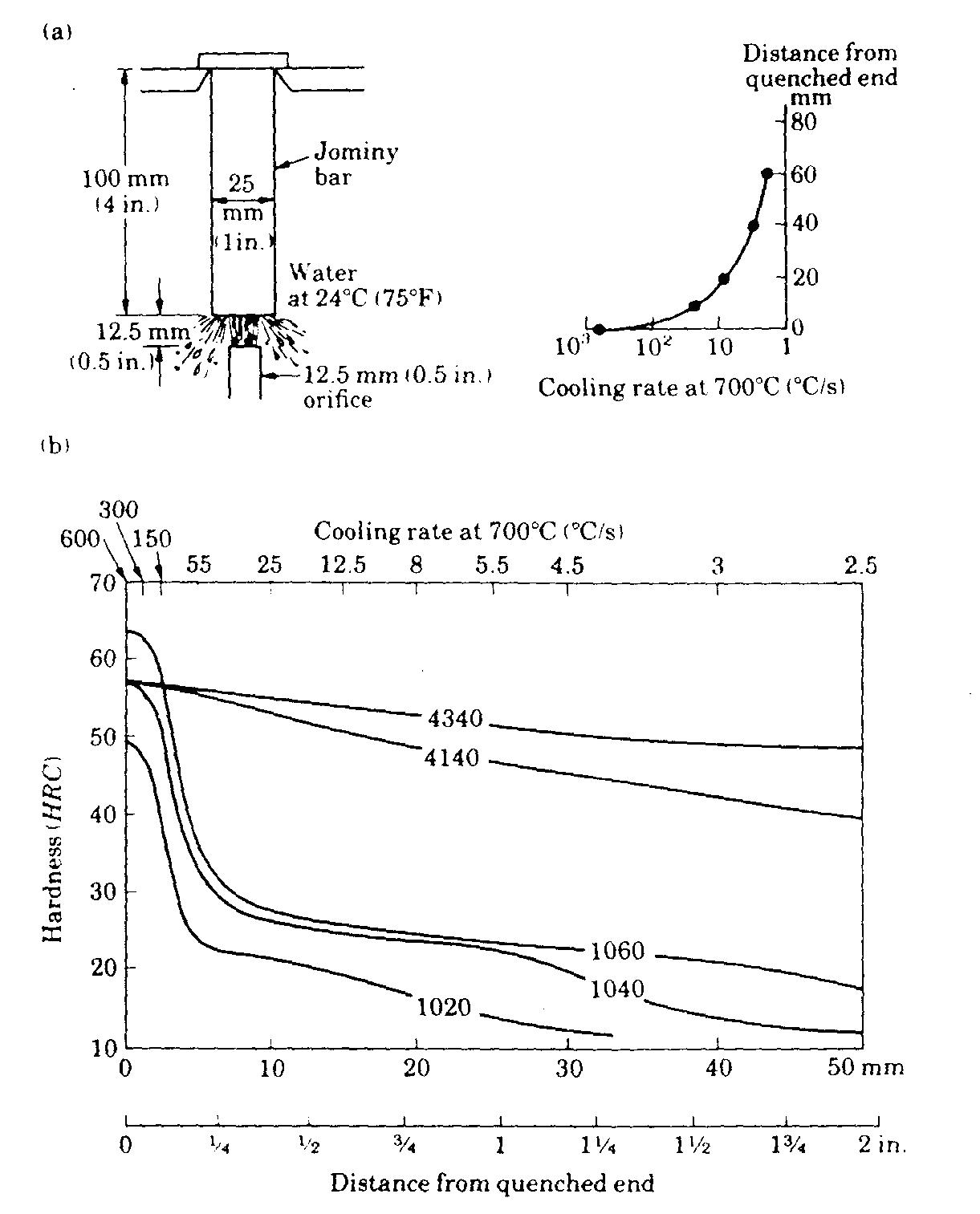
GAMBAR 4,20
Lal Akhir-quench test dan laju pendinginan. (B) kurva Hardenability selama lima baja yang berbeda, sebagaimana diperoleh dari tes akhir memuaskan. variasi kecil dalam komposisi dapat mengubah bentuk kurva ini. Setiap kurva sebenarnya sebuah band, dan penentuan yang tepat adalah penting dalam perlakuan panas logam untuk kontrol lebih baik
properti. Sumber: L. H. Van Vlack, Bahan untuk Rekayasa. Addison-Wesley Publishing Co, Inc, 1982.
kontak dengan air. Kekerasan sepanjang bar kemudian diukur pada berbagai jarak dari ujung padam dan diplot (Gambar 4.20b).
Seperti yang diharapkan dari diskusi kita tentang efek pendinginan tarif dalam Bagian 4.7, kekerasan menurun jauh dari ujung bar. Semakin besar kedalaman yang menembus kekerasan, semakin besar hardenability paduan. Setiap komposisi paduan memiliki band Ijardenabtirty khususnya. Perhatikan bahwa kekerasan pada akhir meningkat padam dengan meningkatnya kadar karbon dan yang 1040, 4140, dan 4340 baja memiliki kandungan karbon yang sama (0,40 persen) dan dengan demikian kekerasan (57 HRC) pada akhir padam.
Karena variasi kecil dalam komposisi dan ukuran butir dapat mempengaruhi bentuk kurva hardenabilitv, tiap lot paduan harus diuji secara individu mungkin Data
4 Paduan Logam •: Struktur mereka dan Penguatan oleh Perlakuan Panas
akan diplot sebagai sebuah band, bukan curv tunggal. kurva Hardcnability diperlukan dalam memperkirakan kekerasan komponen dipanaskan, seperti roda gigi, Cams, dan berbagai komponen lainnya, sebagai fungsi dari komposisi mereka.
Pendinginan media
cairan yang digunakan untuk memadamkan paduan dipanaskan juga memiliki efek pada hardenability. Pendinginan dapat dilakukan dalam air, air garam (air asin), minyak, garam cair, atau udara. caustic solusi, solusi polimer, dan gas juga digunakan. Karena perbedaan dalam konduktivitas termal, panas jenis, dan panas penguapan dari media ini, laju pendinginan dari paduan (keparahan memuaskan pf) juga akan dia yang berbeda.
Secara relatif dan dalam rangka penurunan, kapasitas pendinginan beberapa media quenching adalah: gelisah air garam 5; masih air i; masih minyak 0,3; gas dingin 0,1; dan udara masih 0.02. Agitasi juga merupakan faktor yang signifikan dalam tingkat pendinginan. Semakin kuat agitasi, semakin tinggi adalah tingkat pendinginan. Dalam baja perkakas media quenching ditetapkan melalui surat (lihat Tabel 5.7), seperti W untuk pengerasan air, 0 untuk pengerasan minyak, dan A untuk pengerasan udara.
Pendinginan i-makan juga tergantung pada ketebalan-permukaan-area-atau rasio area permukaan-ke-volume bagian. Semakin tinggi rasio ini, semakin tinggi adalah tingkat pendinginan. Jadi, misalnya, dan tebal mendingin lebih lambat dari pelat tipis dengan luas permukaan yang sama. Pertimbangan ini juga penting dalam pendinginan logam dan plastik di casting dan proses pengecoran.
Air adalah medium umum untuk pendinginan cepat. Namun, logam dipanaskan bisa membentuk selimut uap sepanjang permukaan dari gelembung uap air yang terbentuk ketika air mendidih pada antarmuka logam-air. selimut ini menciptakan sebuah penghalang untuk konduksi panas karena konduktivitas termal uap yang lebih rendah. Gelisah cairan atau bagian membantu untuk mengurangi atau menghilangkan selimut. Juga, mungkin air disemprotkan pada bagian urder tekanan tinggi. Air garam adalah media quenching efektif karena garam membantu nukleasi gelembung di antarmuka, sehingga meningkatkan agitasi. Namun, air garam bisa menimbulkan korosi pada bagian tersebut.
Polimer quenchants telah digunakan selama hampir tiga puluh tahun untuk besi serta paduan nonferrous quenching, dan komposisi baru sedang dikembangkan secara teratur. Mereka memiliki karakteristik pendinginan yang umumnya antara air dan minyak petroleum. quenchants tipikal adalah polimer polivinil alkohol, oksida polyalkaline, pirolidon polivinil, dan oxazoline polietilena. Quenchants ini memiliki keunggulan seperti kontrol yang lebih baik dari hasil kekerasan, penghapusan asap dan api (seperti ketika minyak digunakan sebagai quenchant a), dan korosi (seperti saat air yang digunakan). Tingkat quenching dapat dikontrol dengan memvariasikan konsentrasi solusi.
Distorsi
Karena ketangguhan dan selama perlakuan panas dan variasi dalam tingkat pemanasan dan pendinginan di berbagai daerah di satu bagian, panas memperlakukan dapat menyebabkan distorsi, atau perubahan ireversibel dari dimensi bagian. Distorsi adalah istilah umum dan dapat terdiri dari distorsi ukuran atau bentuk distorsi. Ukuran distorsi melibatkan perubahan dalam dimensi bagian tanpa perubahan bentuk, sedangkan bentuk distorsi melibatkan membungkuk, memutar, dan perubahan dimensi nonsymmetrical serupa. Distorsi dapat dikurangi dengan kontrol yang tepat siklus pemanasan dan pendinginan, desain bagian perbaikan, dan lebih lokal perlakuan panas dari bagian tersebut (lihat juga Bagian 4.13).
Perlakuan Panas Bukan Besi dan Paduan Baja Stainless
Paduan bukan besi dan beberapa baja tahan karat secara umum tidak dapat panas dirawat oleh teknik yang digunakan dengan paduan besi. Alasannya adalah bahwa paduan bukan besi tidak mengalami transformasi fasa baja lakukan. Pengerasan dan niechanisms penguatan untuk paduan ini pada dasarnya berbeda. paduan aluminium perlakuan panas, paduan tembaga, dan martensit dan curah hujan-pengerasan baja stainless yang mengeras dan diperkuat dengan proses pengerasan presipitasi disebut. Perlakuan panas adalah suatu teknik di mana partikel-kecil dari sebuah fase yang berbeda dan disebut presipitat-busur tersebar merata dalam matriks fase asli (Gambar 4.3a). Dalam proses ini endapan bentuk karena solubilitv padat satu elemen (salah satu komponen dari paduan) di lain terlampaui.
Tiga tahap yang terlibat dalam pengerasan presipitasi. Kita bisa menggambarkan mereka dengan mengacu pada jig. 4,21, diagram fase untuk sistem aluminium-tembaga. Untuk paduan dengan komposisi 95,5% 4,5% Al-Cu, fase-tunggal (kappa) larutan padat substitusi dari tembaga (zat terlarut) dalam aluminium (pelarut) ada antara 500 ° C dan 570 ° C (930 ° F dan 1060 ° F). Tahap kappa adalah aluminium-kaya, dengan struktur fcc, dan ulet. Di bawah suhu yang lebih rendah, yaitu, di bawah kurva solubilitv rendah, ada dua tahap: kappa dan theta (suatu senyawa intermetalik keras CuAl2). paduan panas ini dapat diobati dan sifat-sifatnya yang diubah oleh dua metode yang berbeda: pengobatan solusi dan curah hujan.
Solusi Perlakuan
Dalam larutan perawatan paduan dipanaskan ke dalam fase padat-solusi kappa, mengatakan, 540 ° C (1000 ° F), dan didinginkan dengan cepat, misalnya dengan pendinginan dalam air. Struktur diperoleh segera setelah quenching A (pada Gambar. 4.21h), hanya terdiri dari satu fasa kappa. paduan ini memiliki kekuatan dan daktilitas yang cukup moderat.
Pengendapan pengerasan
struktur yang diperoleh dari A pada Gambar. 4.21b dapat dibuat kuat oleh pengerasan presipitasi. paduan ini dipanaskan ke suhu antara dan diadakan di sana selama jangka waktu tertentu, di mana curah hujan terjadi. Atom tembaga berdifusi ke nuclea

SI situs dan menggabungkan dengan atom aluminium, menghasilkan fase theta, yang merupakan sebagai presipitat submicroscopic ditampilkan dalam B oleh titik kecil di dalam butir fase kappa. Struktur ini lebih kuat dibandingkan di A, meskipun kurang ulet. Peningkatan kekuatan tersebut diberikan untuk perlawanan meningkat menjadi gerakan dislokasi di daerah dari presipitat.
Aging. Karena proses presipitasi merupakan salah satu waktu dan suhu, ia juga disebut penuaan, dan perbaikan properti ini dikenal sebagai pengerasan usia. Jika dilakukan di atas suhu kamar, proses ini disebut penuaan buatan. Namun, beberapa paduan aluminium mengeras dan menjadi lebih kuat selama periode waktu pada suhu kamar. Proses ini dikenal sebagai penuaan alami. paduan tersebut pertama padam, maka jika diinginkan, terbentuk pada suhu ruang dan diperbolehkan untuk mendapatkan kekuatan dan kekerasan oleh penuaan alami.Alam penuaan dapat diperlambat ke bawah oleh pendingin paduan padam.
Dalam proses pengendapan, jika dipanaskan paduan diadakan pada suhu untuk jangka waktu, presipitat mulai menyatu dan tumbuh. Mereka menjadi lebih besar tetapi lebih sedikit, seperti yang ditunjukkan oleh titik-titik yang lebih besar di C pada Gb. 4,2 £ Proses ini disebut overaging, dan paduan yang lebih lembut dan lebih lemah. Jadi ada hubungan waktu-suhu optimal dalam proses penuaan untuk mendapatkan properti yang diinginkan (Gbr. 4,22).
Jelas, sebuah paduan umur dapat digunakan hanya sampai suhu maksimum tertentu dalam pelayanan, jika tidak akan terlalu tua dan kehilangan kekuatan dan kekerasan. Meskipun lemah, merupakan bagian overaged memiliki stabilitas dimensi yang lebih baik.
Maraging. Ini adalah perlakuan pengerasan presipitasi-bagi sekelompok khusus paduan tinggi kekuatan besi-base. The maraging kata berasal dari usia martensit pengerasan. Dalam proses satu atau lebih senyawa intermetalik yang diendapkan dalam matriks martensit rendah karbon.Sebuah baja macaging khas mungkin mengandung nikel 18 persen, di samping unsur lain, dan penuaan dilakukan pada 480 ° C (900 ° F). Pengerasan oleh maraging d'oes tidak bergantung pada laju pendinginan. Jadi kekerasan seragam lengkap dapat diperoleh di seluruh bagian besar dengan distorsi minimal. menggunakan Khas maraging baja untuk mati dan perkakas untuk pengecoran, pencetakan, penempaan, dan ekstrusi.
Case Hardening 4,10
Perlakuan panas proses yang telah kami uraikan sejauh ini melibatkan perubahan struktur mikro dan perubahan properti di sebagian besar bahan atau komponen dengan melalui pengerasan. Dalam banyak situasi, namun hanya perubahan sifat permukaan bagian-maka istilah-kasus pengerasan yang diinginkan. Metode ini sangat berguna untuk meningkatkan ketahanan terhadap lekukan permukaan, kelelahan, dan pakaian. Aplikasi yang umum untuk kasus pengerasan adalah gigi gigi, Cams, poros, bantalan, kancing, pin, pelat kopling otomotif, peralatan, dan mati. Melalui pengerasan bagian ini tidak akan diinginkan, karena tidak memiliki bagian yang sulit ketangguhan yang diperlukan untuk aplikasi ini. Sebuah retak permukaan kecil bisa menyebar dengan cepat melalui bagian dan menyebabkan kegagalan total.
Berbagai proses pengerasan permukaan yang tersedia (Tabel 4.1): karburasi (gas, cair, dan karburisasi), naik carbonit, cyaniding, nitridasi, boronizing, api dan pengerasan induksi, dan pengerasan laser. Pada dasarnya, busur ini panas-memperlakukan opera petunjuk dalam mana komponen dipanaskan dalam suasana yang mengandung unsur-unsur (seperti karbon, nitrogen, atau boron) yang mengubah komposisi, struktur mikro, dan sifat permukaan. Untuk baja dengan kandungan karbon yang cukup tinggi, pengerasan permukaan terjadi tanpa menggunakan unsur-unsur tambahan. Hanya proses perlakuan panas yang diuraikan dalam Bagian 4,7 diperlukan untuk mengubah mikrostruktur, biasanya oleh flame hardening atau pengerasan induksi, seperti diuraikan dalam Tabel 4.1
Elektron sinar laser dan sinar (lihat Bagian 26,7 dan 26,8) juga digunakan secara efektif untuk mengeraskan permukaan baik kecil dan besar. Metode ini juga digunakan untuk melalui pengerasan bagian yang relatif kecil. Keuntungan utama pengerasan permukaan laser kontrol dekat input daya, distorsi kurang, dan kemampuan untuk menjangkau daerah-daerah yang akan bisa diakses dengan cara lain. Namun demikian, biaya modal bisa tinggi dan kedalaman lapisan kawakan yang dihasilkan biasanya kurang dari 2,5 mm (0,1 in).
Karena pengerasan kasus adalah perlakuan panas lokal, bagian kawakan memiliki gradien kekerasan. Biasanya, kekerasan adalah maksimum pada permukaan dan menurun di bawah permukaan, dengan laju penurunan tergantung pada komposisi logam dan variabel proses.Teknik pengerasan permukaan juga dapat digunakan untuk temper, yang memodifikasi sifat permukaan yang telah mengalami perlakuan panas. Berbagai proses lainnya dan teknik untuk pengerasan permukaan, seperti peening ditembak dan permukaan rolling, meningkatkan ketahanan aus dan karakteristik lainnya.
Dekarburisasi adalah fenomena di mana paduan mengandung karbon kehilangan karbon dari permukaan mereka sebagai hasil dari perlakuan panas atau panas bekerja di media (biasanya oksigen) yang bereaksi dengan karbon. Dekarburisasi tidak diinginkan karena mempengaruhi hardenabilitv dari bagian permukaan dengan menurunkan kadar karbon. Hal ini juga merugikan mempengaruhi kekerasan, kekuatan, dan kehidupan kelelahan baja dengan signifikan menurunkan batas their'endurance. Dekarburisasi sebaiknya dihindari oleh pengolahan di atmosfer inert atau vakum, atau menggunakan rendaman air garam netral selama perlakuan panas.
Annealing
Annealing adalah istilah umum yang digunakan untuk menggambarkan pemulihan dari-dingin bekerja atau logam dipanaskan atau paduan sifat aslinya, seperti untuk meningkatkan daktilitas (maka formability) dan mengurangi kekerasan dan kekuatan, atau untuk mengubah struktur mikro. Anil juga digunakan untuk meringankan tegangan sisa di bagian dibuat untuk machinability ditingkatkan dan stabilitas dimensi. Istilah annealing juga berlaku untuk perawatan termal gelas dan produk semacam itu, casting, dan weldments.
Proses anil terdiri dari (1) pemanasan benda kerja ke kisaran suhu tertentu, (2) memegangnya pada temperatur untuk periode waktu (perendaman), dan (3) pendinginan itu slqwly. Proses ini mungkin akan dilaksanakan dalam suasana inert atau dikendalikan atau dilakukan pada suhu yang lebih rendah untuk mencegah atau meminimalkan oksidasi permukaan.
Annealing temperatur mungkin lebih tinggi dari suhu rekristalisasi, tergantung pada tingkat pekerjaan dingin. Misalnya, suhu rekristalisasi untuk tembaga berkisar antara 200°C dan 300°C (400°F dan 600°F), sedangkan anil-

GAMBAR 4,23
Panas-memperlakukan rentang suhu untuk baja karbon biasa, seperti yang ditunjukkan pada diagram fase besi-karbida besi. Sumber: ASM International.
suhu ing diperlukan untuk memperoleh kembali seluruh sifat asli berkisar dari 260 C ke 650 ° C (500 ° F 1200 ° F), tergantung pada tingkat pekerjaan dingin sebelumnya.
anil Kendali adalah istilah yang diterapkan untuk anil paduan besi, umumnya rendah dan baja karbon menengah. baja dipanaskan di atas A1 atau A3 (Gambar 4,23), dan pendinginan berlangsung perlahan, seperti 10 ° C (20 ° F) per jam, dalam tungku setelah dimatikan. struktur yang diperoleh dari anil penuh perlit kasar, yang lunak dan ulet dan memiliki butir seragam kecil.
Untuk menghindari kelembutan yang berlebihan dalam anil baja, siklus pendingin dapat dilakukan sepenuhnya masih udara. Proses ini disebut normalisasi, di mana bagian yang dipanaskan ke suhu di atas A3 atau A,,,, untuk mengubah struktur terhadap austenit. itu menghasilkan kekuatan yang agak lebih tinggi dan kekerasan dan daktilitas lebih rendah daripada di anil penuh (Gbr. 4,24). Struktur yang diperoleh adalah perlit halus dengan butir seragam kecil. Normalisasi pada umumnya dilakukan untuk memperbaiki struktur butir, mendapatkan struktur seragam (homogenisasi), penurunan tegangan sisa, dan meningkatkan machinability.
Kami menggambarkan struktur spheroidizing dan prosedur untuk mendapatkan dalam Pasal 4,7 dan pada Gambar. 4,17 dan 4,23. Spheroidizing anil meningkatkan kinerja pengerjaan dingin dan machinability baja.
Proses annealing. Selama proses anil (juga disebut intermediate anil-ing, annealing subkritis, atau Zn-proses anil), benda kerja adalah untuk memulihkan anil keuletannya, sebagian atau seluruhnya yang mungkin telah habis oleh pengerasan kerja selama pengerjaan dingin. Dengan cara ini, bagian tersebut dapat bekerja lebih lanjut menjadi bentuk akhir yang diinginkan. Jika suhu tinggi dan / atau waktu anil panjang, pertumbuhan butir dapat hasil, dengan efek buruk terhadap formability bagian anil (lihat Bagian 1.6).

GAMBAR 4,24
Kekerasan baja dalam kondisi padam dan normal, sebagai fungsi dari kadar karbon.
Stress-relief annealing. Untuk mengurangi atau menghilangkan tegangan sisa, sebuah wor!; Picce umumnya mengalami tegangan-bantuan anil, atau hanya menghilangkan stres. Suhu dan waktu yang dibutuhkan untuk proses ini tergantung pada material dan rngnitudc dari tegangan sisa ini. The tegangan sisa mungkin telah diinduksi selama membentuk, permesinan, atau proses membentuk lainnya, atau disebabkan oleh perubahan volume selama fase transformasi.Untuk baja, bagian yang dipanaskan di bawah A1, sehingga menghindari transformasi fasa.harga Lambat pendingin, misalnya di dalam masih udara, umumnya digunakan. Stress relieving mendukung stabilitas dimensi dalam situasi di mana santai berikutnya tegangan sisa ini dapat menyebabkan distorsi pada bagian bila dalam pelayanan selama jangka waktu tertentu, itu juga mengurangi kecenderungan korosi-tegangan retak.
Tempering. Jika baja yang dikeraskan dengan perlakuan panas, tempering, atau gambar (tidak harus bingung dengan gambar kawat atau gambar dalam, yang diuraikan dalam Bagian III), digunakan dalam rangka mengurangi kerapuhan, meningkatkan daktilitas dan ketangguhan, dan mengurangi tegangan sisa. Istilah ini tempering juga digunakan untuk gelas. Dalam temper, baja dipanaskan ke suhu tertentu, tergantung pada komposisi, dan didinginkan pada tingkat yang ditentukan. Hasil tempering untuk baja 4340 minyak-padam AISI ditunjukkan pada Gambar. 4.25. Paduan baja dapat mengalami embrittlement marah, yang disebabkan oleh pemisahan kotoran sepanjang batas butir pada suhu antara 480°C dan 590°C (900°F dan 1100°F).

GAMBAR 4,25
Sifat mekanis minyak dipadamkan 4340 baja sebagai fungsi temperatur. Sumber: Courtesyof
LW Steel Company.
Austempering. Dalam pengaustemperan, baja dipanaskan adalah terpuaskan dari suhu austenitizing cukup cepat untuk menghindari pembentukan ferit atau perlit. Hal ini diadakan pada suhu tertentu sampai transformasi isotermal dari austenit ke bainit selesai. Hal ini kemudian didinginkan ke suhu ruang, biasanya di masih udara, pada tingkat yang moderat untuk menghindari gradien termal di bagian tersebut. Media quenching yang paling umum digunakan adalah garam cair, pada suhu berkisar antara 160°C sampai 750°C (320°F untuk 1380°F).
Austempering sering diganti untuk quenching dan tempering konvensional, baik untuk mengurangi kecenderungan untuk retak dan distorsi selama pendinginan atau untuk meningkatkan keuletan dan ketangguhan sambil mempertahankan kekerasan. Karena siklus waktu yang lebih singkat, proses ini ekonomis untuk banyak aplikasi. Dalam diubah pengaustemperan, struktur campuran perlit dan bainit diperoleh. Contoh terbaik dari praktek ini adalah paten, yang memberikan daktilitas tinggi dan kekuatan yang cukup tinggi, seperti kawat dipatenkan digunakan dalam industri kawat.
Martempering (marquenching). Dalam martempering, baja atau besi cor yang terpuaskan dari suhu austenitizing menjadi media panas-fluida, seperti minyak panas atau garam cair. Hal ini dilakukan pada temperatur yang sampai suhu seragam di seluruh bagian dan kemudian didinginkan pada tingkat yang moderat, seperti di udara, untuk menghindari gradien temperatur dalam bagian. bagian tersebut kemudian marah karena struktur sehingga diperoleh terutama untempered martensit dan tidak cocok untuk kebanyakan aplikasi. baja Martempered memiliki kecenderungan kurang untuk memecahkan, mendistorsi, dan mengembangkan sisa tegangan selama perlakuan panas. di diubah martempering suhu quenching lebih rendah, dan dengan demikian laju pendinginan yang lebih tinggi. Proses ini cocok untuk baja dengan hardenability rendah.
Ausforming. Dalam ausforming, juga disebut pengolahan termomekanis, baja terbentuk menjadi bentuk yang diinginkan dalam rentang dikontrol temperatur dan waktu untuk mencegah pembentukan produk transformasi nonmartensitic. bagian tersebut kemudian didinginkan pada berbagai tingkat untuk mendapatkan yang diinginkan mikrostruktur. bagian Ausformed memiliki sifat mekanik yang superior.
Contoh: Perlakuan panas ekstrusi yang mati
Sebagaimana telah kita lihat, perlakuan panas bagian untuk mendapatkan kekerasan tertentu memerlukan beberapa pertimbangan tentang materi dan sifat yang diinginkan. Proses panas-memperlakukan specihc harus direncanakan dengan hati-hati dan seringkali membutuhkan pengalaman yang cukup, sebagaimana dicatat dari contoh berikut. A 200-mm (8-in.) Bulat dan 75 mm (3-in.) Panjang panas-ekstrusi mati, dengan lubang 75 mm, terbuat dari baja panas H2 1-kerja (lihat Tabel 5.8). Sebuah metode khas untuk mengobati panas seperti mati, cocok untuk ekstrusi panas (lihat Bagian 15,4), adalah diuraikan sebagai berikut: (a) Panaskan mati di 815-845 ° C, baik dalam suasana yang sedikit oksidasi atau dalam garam netral. (B) Transfer ke tungku yang beroperasi pada 1175 ° C, dalam persen 6-12 mengurangi suasana atau mandi garam netral Tahan dalam tungku selama sekitar 20 menit setelah meninggal telah mencapai 1175 ° C. (C) Cool di udara masih sekitar 65 CC. (Ci) temper pada 565 ° C selama empat jam.(E) Cool untuk suhu kamar dekat. (F) Retemper pada 650 CC selama empat jam. (G) Cool mati di udara. , Sumber: 1nternational Asni.
4,12 Memperlakukan Panas Tungku dan Peralatan
Dua tipe dasar tungku busur digunakan untuk mengobati panas: batch tungku dan tungku kontinyu. Karena rhe mengkonsumsi jumlah besar energi, isolasi dan eff-ciency adalah pertimbangan desain yang penting, sebagai biaya awal busur mereka, tenaga kerja yang dibutuhkan untuk operasi pemeliharaan kering, dan penggunaan yang aman. suhu Sejak seragam dan kontrol akurat dari suhu-waktu siklus penting, tungku modern ar dilengkapi dengan kontrol elektronik. perkembangan baru dalam tungku mencakup sistem komputer dikendalikan diprogram untuk menjalankan melalui siklus panas-memperlakukan lengkap, berulang kali dan dengan akurasi reproducible.
Sistem bahan bakar pemanas biasanya gas, minyak, atau listrik (induksi resistensi atau pemanasan). Jenis bahan bakar yang digunakan mempengaruhi atmosfer tungku itu. Tidak seperti pemanasan listrik, gas atau minyak memperkenalkan produk-produk dari pembakaran ke dalam kelemahan-tungku. Namun, pemanas listrik memiliki waktu startup lambat dan difhcult lebih untuk menyesuaikan dan kontrol.
4.12.1 Batch tungku
Dalam batch tungku bagian harus diperlakukan panas dimuat ke dalam dan dibongkar dari tanur batch individu. tungku ini pada dasarnya terdiri dari sebuah kamar yang terisolasi, sistem pemanas, subkultur II pintu akses atau pintu. tungku Batch adalah dari jenis berikut:
Sebuah tungku kotak persegi panjang ruang horisontal, dengan satu atau dua pintu akses melalui bagian mana yang dimuat. Jenis tungku ini umumnya digunakan dan
satile, sederhana untuk membangun dan digunakan, dan tersedia dalam beberapa size.
Contoh: Perlakuan panas ekstrusi yang mati
Sebagaimana telah kita lihat, perlakuan panas bagian untuk mendapatkan kekerasan tertentu memerlukan beberapa pertimbangan tentang materi dan sifat yang diinginkan. Proses panas-memperlakukan specihc harus direncanakan dengan hati-hati dan seringkali membutuhkan pengalaman yang cukup, sebagaimana dicatat dari contoh berikut. A 200-mm (8-in.) Bulat dan 75 mm (3-in.) Panjang panas-ekstrusi mati, dengan lubang 75 mm, terbuat dari baja panas H2 1-kerja (lihat Tabel 5.8). Sebuah metode khas untuk mengobati panas seperti mati, cocok untuk ekstrusi panas (lihat Bagian 15,4), adalah diuraikan sebagai berikut: (a) Panaskan mati di 815-845 ° C, baik dalam suasana yang sedikit oksidasi atau dalam garam netral. (B) Transfer ke tungku yang beroperasi pada 1175 ° C, dalam persen 6-12 mengurangi suasana atau mandi garam netral Tahan dalam tungku selama sekitar 20 menit setelah meninggal telah mencapai 1175 ° C. (C) Cool di udara masih sekitar 65 CC. (Ci) temper pada 565 ° C selama empat jam.(E) Cool untuk suhu kamar dekat. (F) Retemper pada 650 CC selama empat jam. (G) Cool mati di udara. , Sumber: 1nternational Asni.
Memperlakukan Panas Tungku dan Peralatan
Dua tipe dasar tungku busur digunakan untuk mengobati panas: batch tungku dan tungku kontinyu. Karena rhe mengkonsumsi jumlah besar energi, isolasi dan eff-ciency adalah pertimbangan desain yang penting, sebagai biaya awal busur mereka, tenaga kerja yang dibutuhkan untuk operasi pemeliharaan kering, dan penggunaan yang aman. suhu Sejak seragam dan kontrol akurat dari suhu-waktu siklus penting, tungku modern ar dilengkapi dengan kontrol elektronik. perkembangan baru dalam tungku mencakup sistem komputer dikendalikan diprogram untuk menjalankan melalui siklus panas-memperlakukan lengkap, berulang kali dan dengan akurasi reproducible.
Sistem bahan bakar pemanas biasanya gas, minyak, atau listrik (induksi resistensi atau pemanasan). Jenis bahan bakar yang digunakan mempengaruhi atmosfer tungku itu. Tidak seperti pemanasan listrik, gas atau minyak memperkenalkan produk-produk dari pembakaran ke dalam kelemahan-tungku. Namun, pemanas listrik memiliki waktu startup lambat dan difhcult lebih untuk menyesuaikan dan kontrol.
Sekumpulan tungku
Dalam sekumpulan tungku bagian harus diperlakukan panas dimuat ke dalam dan dibongkar dari sekumpulan tanur individu. Tungku ini pada dasarnya terdiri dari sebuah kamar yang terisolasi, sistem pemanas, subkultur II pintu akses atau pintu. tungku Batch adalah dari jenis berikut:
Sebuah tungku kotak persegi panjang ruang horisontal, dengan satu atau dua pintu akses melalui bagian mana yang dimuat. Jenis tungku ini umumnya digunakan dan
satile, sederhana untuk membangun dan digunakan, dan tersedia dalam beberapa si7es. A n) variatic dari

GAMBAR 4,26
Jenis kumparan induksi yang digunakan di pemanasan permukaan berbagai bagian.
Kumparan, yang dapat dibentuk agar sesuai dengan kontur bagian yang harus diperlakukan panas (Gbr. 4.26), terbuat dari tembaga atau paduan tembaga-dasar, dan biasanya air didinginkan. koil mungkin juga dirancang untuk memadamkan bagian. pemanas induksi panas diinginkan untuk memperlakukan lokal, seperti untuk gigi gigi dan Cams.
Tungku perapian atmosfer
Suasana di tungku dapat dikendalikan untuk menghindari oksidasi, menodai, dan decarburi7ation paduan besi dipanaskan sampai suhu yang tinggi. Oksigen menyebabkan oksidasi (korosi, karatan, dan scaling). Karbon dioksida memiliki berbagai efek: Ini mungkin netral atau decarburizing, tergantung pada konsentrasi di atmosfer tungku. Uap Vater dalam tungku penyebab oksidasi baja, menghasilkan warna biru. The bluing Istilah digunakan untuk menggambarkan pembentukan film biru tipis oksida pada selesai bagian untuk memperbaiki penampilan dan ketahanan terhadap oksidasi. Nitrogen adalah suasana netral umum, dan ruang hampa memberikan suasana yang benar-benar netral.
Pertimbangan Desain Memperlakukan Panas
Selain faktor metalurgi dijelaskan, panas berhasil mengobati melibatkan pertimbangan desain untuk menghindari masalah seperti retak, distorsi, dan sifat tak seragam di seluruh bagian dipanaskan. Laju pendinginan selama quenching mungkin tidak seragam, terutama dengan bentuk kompleks dengan berbagai silang-bagian dan ketebalan, sehingga menghasilkan gradien temperatur parah. Hal ini menyebabkan variasi.
Tidak ada komentar:
Posting Komentar